



















Battery manufacturing
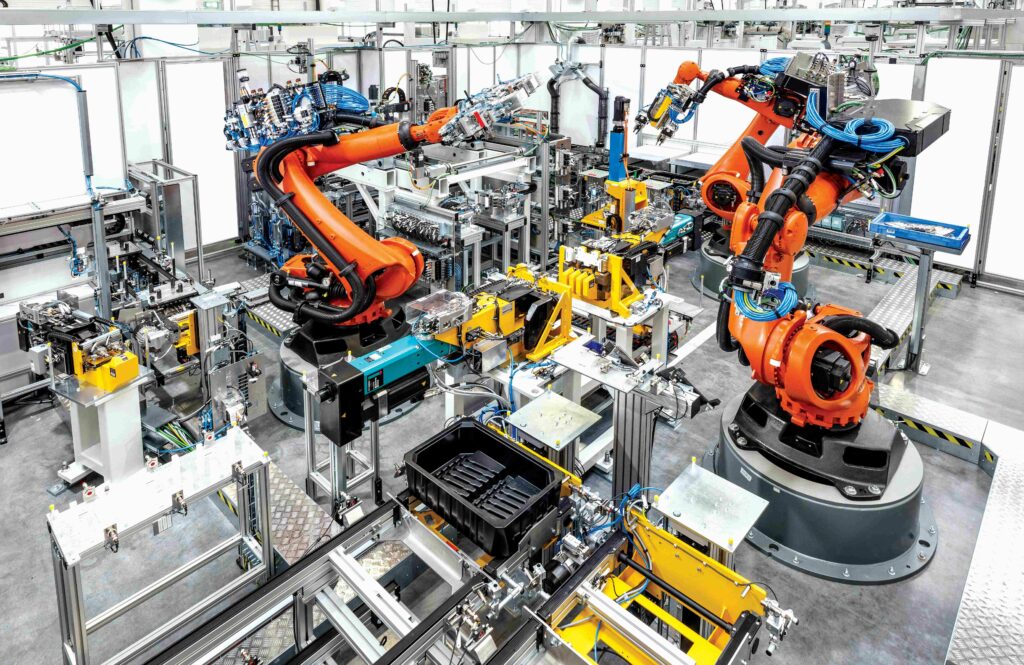
(Image: GROB-WERKE)
From lab to fab
Peter Donaldson collates opinion on how to improve quality and efficiency in battery manufacture
Battery manufacturing is one of the most complex industrial challenges of the e-mobility era. The gap between laboratory perfection and mass-production reality is where ambitious projects succeed or fail. This article brings together a number of expert voices from across the battery manufacturing value chain: welding, dry coating chemistry, coating and filling, factory automation, cell assembly, digital automation, laser optics, digital twins and data and also X-ray inspection. Each responds to 10 questions relating to scaling up production, from contamination control and data utilisation to workforce development and regulatory compliance.

(Image: Anaphite)
Welding process monitoring
Amada Weld Tech provides laser and resistance welding equipment with integrated process monitoring for battery cell, module and pack assembly.
The most common surprise in scaling up is how difficult it is to translate a lab-perfect weld process to consistent mass production, according to Dr Mark L. Boyle, the company’s director of product engineering and applications. Amada Weld Tech bridges this gap by working side-by-side with customers in its application lab to develop production-ready parameters, combining welding expertise with process monitoring to support repeatability.
The biggest fallacy encountered in contamination control is assuming a dialled-in process will remain stable, he notes, cautioning that contamination, sticking and electrode wear are unavoidable. The solution is minimisation and monitoring, whereby proactive management results in lower unplanned downtime than reactive approaches.
Data utilisation in welding involves gathering multiple signals for a full view of the processes. “Those signals must be interpreted, analysed, tied to success and proven with high certainty,” Boyle says. He adds that Amada provides laser and resistance weld monitors to gather the most important signals during the welding process, providing key insights and data for production.
Several Amada customers have switched from manual resistance welding to automated laser welding to improve efficiency and quality together.
Addressing process optimisation methodologies, he emphasises that digital weld monitoring tools strengthen the measurement, analysis and control phases of the Define, Measure, Analyse, Improve and Control (DMAIC) approach, while in Failure Modes and Effects Analysis (FMEA), they make failure modes more visible. “At scale, these tools aggregate data across systems for trend analysis and standardised control.”
Laser marking, connected to enterprise resource planning and material requirements planning systems, enables traceability for regulations such as the EU Battery Passport. Building these into the production line achieves higher throughput than separate workstations, Boyle explains.
Addressing the economics of yield improvement, he says that while he cannot quantify the financial impact of better process control, he points out that weld monitoring detects defects instantly, reducing scrap and signalling when equipment needs service. Therefore, he recommends that manufacturers use weld monitors as additional tools to help the production process.
To counter the diminishing welding workforce, Amada follows three pathways: automation of repetitive tasks in work stations, weld monitoring for improved oversight, and education and training of new engineers.
(Image: Dürr)
Electrodes fit for scaling
Anaphite produces dry electrode coating technology for high-speed production lines. CEO Joe Stevenson observes that scaling up is a profession in its own right. A key challenge he identifies is line speed, which cannot be tested fully in a lab environment. Anaphite’s solution is centred on what Stevenson terms a chemistry-first approach, designing for scalability from the start. “Our techniques are proprietary, but the types of chemistry, operations and equipment are familiar from different parts of the chemical industry. This is fundamental in narrowing our lab to production-scale gap.” Line speed risks are mitigated through regular testing on external pilot line equipment.
Contamination already present in incoming electrode raw materials is often underestimated, he cautions, adding that proactive management is usually better, although the decision is case-dependent. “If a rare defect is easily detectable, accepting it may be cheaper than removing its source.”
Anaphite’s chemistry-based approach offers flexibility in materials choice and structural control, facilitating the adoption of emerging technologies. “Our dry electrode coating process is suitable for the range of chemistries that is currently proposed for both anodes and cathodes – NMC, LFP, high manganese systems and graphite anodes. It’s also completely compatible with solid-state battery technologies,” he notes.
(Image: Grob-Werke)
Coating, drying, filling and assembly
Dürr develops electrode coating, drying, calendering, electrolyte filling and dispensing technology for module/pack assembly. Sebastian Gries, senior manager, dispense and battery systems, points out two major challenges in bridging the ‘lab-to-fab’ gap, these being differences in process technology between lab and production, and managing material variability at high speeds. Dürr uses modular dispensing technology that works in both environments, plus sensors and control systems for real-time adjustment of critical parameters, which can be automatic or prompt operators to make adjustments manually.
When it comes to contamination control, manufacturers often underestimate metallic particles from equipment wear. “Prevention costs far less than scrapping batches, line downtime and warranty claims,” Gries says. In module assembly, vision technology and cleaning prevent foreign objects.
Data often relate to process without a direct link to product quality, he notes. “For this reason, the selection and interpretation of the data are decisive steps in making effective use of them.” Dürr provides all data via a universal interface. In coating, the company captures multiple parameters first, then narrows to what impacts yield. In filling, it works with partners to determine cell quality directly after the filling process.
In wet coating, drying is a critical process that cannot be hurried without compromising quality, which means that the line speed in wet coating has a natural upper limit due to product quality restrictions. Dürr’s response is to optimise drying technologies to save energy and ensure consistent product quality even at higher speeds, while developing dry coating (in its X.Cellify DC system) to eliminate drying altogether.
For process optimisation, the continuity enabled by digital tools supports quality frameworks immensely, Gries emphasises, explaining that in electrode manufacture Dürr feeds coat weight monitoring and defect inspection data directly into DMAIC and FMEA processes. “Digital dashboards and alerts turn the data collection and processing for these methods into scalable tools, ensuring that every metre of electrode is checked, and failures are quickly identified and solved.”
At a time of rapid technical change in a complex industry, suppliers must future-proof their solutions to survive and thrive, while a plurality of technologies will co-exist. High-pressure filling handles different chemistries, dry coating suits both current and solid-state batteries and equipment is designed for flexibility.
In dealing with regulations mandating extensive traceability and lifecycle data transparency, Gries recommends providing process data via standardised interfaces. “In electrode coating, we contribute to traceability by capturing key process data automatically, for example coat weight and defect images. The data gives manufacturers insight into process variation, link quality issues to specific batches and support process optimisation.”
Improving efficiency and yield requires an initial focus on avoiding waste and establishing lean production, he emphasises, noting that reducing component complexity moderates demands on process technology, leading to cost savings throughout the entire production process.
Gries stresses the importance of human expertise in keeping quality at a high level. He notes, however, that Europe has a small pool of industrial battery specialists – a consequence of graduates being trained in research, not industrialisation. Dürr consults customers, provides deep process know-how and offers practical line-side training.
(Image: Rockwell Automation)
Factory automation and integration
Eclipse Automation specialises in vertically integrated automation for the battery, EV, nuclear, aerospace, defence and life sciences industries, offering the Aurora Platform series including Aurora Edge for process validation, Aurora Core for multi-task cell deployment, and Aurora Axis for scaling up to a high-volume production line.
For Marc Fuentes, VP of commercial growth, the most common surprise encountered in scaling up is variability – throughput, material inconsistencies and environmental factors that are controlled in the lab but collapse in the real world. Eclipse, he says, tackles the issue by “applying advanced engineering services and design for manufacture principles upfront, embedding process tolerances, closed-loop control and compliance from the beginning.”
He continues: “Manufacturers are getting really good at controlling contamination that’s visible. Contamination that’s invisible truly brings on risk.” This includes airborne particles and material encountered at transfer points between processes, with mitigation centred on proactive automation and clean room protocols. Zero contamination is unlikely, he says, but single-digit percentages are achievable.
In Fuentes’ experience, unstructured data that cannot move between workflows are a major obstacle, meaning that most factories “drown in noise.” Eclipse helps architect data flow from asset to manufacturing execution system, “enabling operators to leverage the power of HMI with real-time actions, not more analysis.”
For example, Eclipse helped backup power provider Viridi to automate battery storage units, each with 270 modules with complex safety concerns, including fire hazard and reduced production time to just 20 minutes, from 2 hours.
Digital twins are still maturing, he notes. Few companies truly run them at scale and “a couple of years” are required to build out the ecosystem to enable digital twins at scale. “When we do get there, the benefit will be in turning these simulation tools into predictive engines.” He envisages running them inside tools such as NVIDIA Omniverse to “address ‘what-if’ scenarios and to apply the scenarios to the digital twin to understand the impact before moving it onto the production floor.”
Emerging technologies such as solid-state and dry coating require rewriting process assumptions, he says. “The physics is different.” Eclipse’s Aurora manufacturing platform is 60% pre-engineered and 40% customisable for new chemistries.
Compliance with regulations is built in from day one, not retrofitted, he insists. Eclipse ships every machine as an eSIM asset. Beyond compliance, this enables faster recalls, root cause visibility and long-term asset intelligence, he explains.
Yield improvement economics in gigafactories are spectacular, with a 1–3% yield gain translating into millions of extra units produced. The fastest gains could come from stabilising upstream processes (coating, drying and handling) where variability compounds.
Even as AI looms larger in factory automation, human expertise remains extremely important and change management is critical. Fuentes cautions that understanding of which tasks should be automated and which should remain as human tasks is still poor and that this is impeding transformation. The gap is in appreciation of human “cross-functional operators” who can connect data, process and outcomes. “We need to figure out within the factories how much is system-level understanding.”
(Image: Exacom)
Cell assembly
Grob-Werke creates mechanical battery cell assembly equipment, including Z-folding and lamination machines. Johannes Jung, the company’s head of key account management for e-mobility points to the impact of defect rates as production scales up. Rates as low as 1 in 10,000 are undetectable in lab quantities but critical in mass production, he explains. “For example, with 100 sheets per cell and 30 cells per battery pack, one pack contains 3000 sheets; at a failure rate of 1 per 10,000 sheets, this results in one defective sheet in every fourth pack, potentially causing a scrap rate of more than 25% of the assembled packs.”
His advice is to produce enough parts during commissioning to detect failures, to scale through stages (lab, pilot and volume), and to make the pilot line closely resemble the volume line in terms of environment, materials, equipment and operator set-up.
Contamination risk is highest during cutting or handling, Jung notes, advising that proactive failure detection during design and testing is more economical than discovering issues during running production.
Traditional manufacturing execution systems (MESs) are limited in their ability to present data to support transparency, efficiency and traceability. Grob developed its own system, COSERA, which combines MES with manufacturing operations management, acting as a “digital nervous system” integrated with SAP’s enterprise resource planning software, providing order management, quality management, recipe control and root-cause analysis, Jung says.
Grob does not see quality and efficiency as a trade-off, considering both integral to equipment development. They continuously optimise speed (the latest Z-Folder achieving sheet-to-sheet stacking in under 0.3 s) while adhering to customer-defined tolerances.
For process optimisation, COSERA’s quality module aligns with DMAIC and plan-do-check-act (PDCA) procedures, linking production data to risk assessments supporting dynamic FMEA updates.
Grob emphasises its ability to adapt equipment quickly to meet new requirements and emerging technologies. Its Z-folding and lamination machinery can be adapted for solid-state batteries, for example.
Jung advises that manufacturers build traceability infrastructure directly into new production lines. Grob integrates standardised data capture, unique IDs and open interfaces at machine level for “battery-passport-ready” production. Beyond compliance, data enable predictive maintenance, second-life decisions and closed-loop design, he says.
Yield is critical in volume manufacture and influenced principally by the scrap rate and overall equipment effectiveness, and improvements come from focusing on the area with highest impact, Jung says. “If a machine operates at 95–98% technical availability but still produces 10% scrap, it does not make sense to further optimise technical availability. In such cases, incoming material, operator performance and process parameters should be the primary focus.”
In workforce development, Grob uses gap analysis to create tailored training programs with customers, helping ensure that operators have deep understanding of equipment, process and materials.
Digital automation and control
Reflecting on recent attempts and setbacks associated with building and ramping up European gigafactories, Dominique Scheider, regional director at Rockwell Automation, regards the first lesson as one of humility. Noting that even well-funded projects struggle with evolving processes and new chemistries. “So, we approach this market with respect for its complexity and for the pioneers who are learning through real-world experience.”
Rockwell therefore prioritises co-innovation from the earliest phases, using proven modular “bricks” including MES, DataOps and software-defined automation to help customers scale up.
Scheider cautions that too many producers rely on reactive end-of-line checks for contamination control. Rockwell’s approach is to build it in using digital 3D factory design for zoning and airflow, plus clean-by-design equipment, such as its MagneMotion system, to reduce friction and particles. “Economically, proactive control always wins.”
In Europe, data utilisation is hampered by a communication problem in that imported Asian equipment speaks “different languages,” Scheider says, adding that the obstacle is absence of a unified digital architecture. Rockwell provides consistent data models, connectivity frameworks and analytics tools.
He emphasises that AI-enabled closed-loop optimisation improves both efficiency and quality simultaneously, with real-time sensor and digital twin data adjusting parameters, improving uniformity and reducing energy use. “In practice, these tools can strengthen structured quality improvement approaches by ensuring data are available and actionable at scale.”
Rockwell’s FactoryTalk software suite supports process optimisation paradigms – including DMAIC and FMEA – and aligns with PDCA for closed-loop continuous improvement.
For mastering emerging technologies and new materials, adaptable production environments are required, not static architectures, Scheider notes. Rockwell recently partnered with NEO Battery Materials to automate silicon anode manufacturing.
Traceability is a core operational capability, not a compliance add-on, he stresses. Beyond compliance, it improves transparency, sustainability reporting, risk reduction and operational insight.
For better yields, he advises manufacturers to improve process visibility, connect production data and use analytics to find sources of variation before scrap occurs.
In the absence of an established pool of experienced operators and common reliance on Asian-origin equipment with few local-language trainers, Rockwell offers natural language interfaces, mobile work instructions and cloud-based apps to turn complex tasks into guided operations.
Laser optics and welding
Scansonic offers processing optics for welding, with a focus on reproducibility and process stability. Pravin Sievi, product owner at Scansonic, notes that the most underestimated challenge is dramatically increasing variability in robots, fixtures, component variance and cycle-time conditions such as heating and spatter. “This is against the backdrop of increasingly complex material combinations such as copper and aluminium – which would have been unthinkable just a few years ago – and ever-decreasing laser spot diameters.”
The company bridges the lab-to-fab gap with reproducible optics, reliable system integration and consistent component quality, emphasising the importance of joint engineering with customers in their laser laboratories.
In Sievi’s view, the industry bottleneck in data utilisation is the lack of physical modelling and a digital twin of the laser process. Scansonic’s optics capture process data via open communications standards. They provide high-quality raw data and are developing interpretation logic directly into the optics. The SCeye process monitoring system visualises the process zone and simultaneously records synchronised process and machine data, such as laser power, wire feed rate, and optical parameters. The AI-trained system is capable of assessing seam quality during the joining process.
The company’s fast component welding optics parallelise energy input using multiple scanner units on a single plate. This increases welding speed without compromising thermal input or seam stability, and enables on-the-fly welding during robot motion – independent of component orientation – Sievi says, squaring the efficiency–quality circle. Cutting costs at critical points leads to instability and scrap, he cautions, while success requires stable processes, a robust system layout, data-driven quality and consistent personnel qualification.
Joint development with customers is central to Scansonic’s work on process optimisation. Adaptations to which are demand-driven and typically centre on: selection of suitable laser sources with specific wavelengths, beam profile development and design of appropriate process strategies, such as multi-spot, oscillation and beam shaping.
Digital twins and data-driven ops
Siemens’ offering covers digitalisation, digital twins, AI and lifecycle management. Puneet Sinha, platform and systems executive and the global head of battery, points to process sensitivities that amplify at scale (including slurry ageing and operator differences) rather than chemistry issues as the biggest challenges in scaling up production. “Digital twins and process simulation help reduce the unknowns,” he says.
He calls out slurry handling, tool changeovers and slitting debris as some of the common blind spots in contamination control in electrode manufacturing. “Proactive contamination management prevents downstream defects, capacity fade and warranty issues,” he stresses.
Data often sit in silos across product lifecycle management, MES, and enterprise resource planning functions, awaiting contextualisation to make the most of them. Siemens creates a single source of truth from engineering to manufacturing and operation with the right contextualisation, Sinha says. “Then applies AI to extract actionable intelligence.”
He insists that there need be no quality–efficiency trade-off if the process is fully understood. Quality is non-negotiable. He characterises Siemens’ solution as a “three-layer cake” consisting of foundational understanding of equipment and process through digital twinning of the manufacturing process and line, execution through MES and contextualising data and driving corrective actions with AI-powered solutions.
Sinha believes that innovations and scaling of solid-state batteries and new chemistries require a shift from the traditional ‘build-and-break’ approach to digitalisation, one that uses it to connect the material, electrochemical, mechanical and thermal domains, enabling optimisation across the whole lifecycle.
He says the industry should view traceability as infrastructure, not compliance. Siemens views the battery passport as a compliant and secure digital platform providing an opportunity to derive value from the data it contains through executable digital twinning and AI technology.
Each percentage point of yield improvement in a gigafactory is worth tens of millions of dollars annually. Sinha points out that many startups begin with around 40% yield, while established players sit at about 90%, well below the semiconductor industry’s 96–98%. “The digital framework of battery engineering and manufacturing is essential to move away from experience-based to data-driven yield improvement.”
Siemens approach to developing people able to master the complexities of battery manufacture is to enable cross-domain understanding without requiring everyone to be an expert in every domain. Sinha sees digitalisation as the thread connecting technology elements across the lifecycle, and AI as an assistant to bring insights and capture institutional knowledge.
X-ray and CT inspection
Exacom specialises in inline X-ray and CT inspection for battery cell assembly. Technical solutions engineer Markus Möller notes that there are challenges at every stage of the production scale-up process, and that minor issues in R&D amplify at scale. He therefore recommends using these inspection tools throughout R&D, prototyping, pilot lines and mass production to eliminate issues before they scale. “At the same time, new challenges inevitably emerge during ramp-up, especially due to increasing speed and throughput. This often requires continuous adaptation, not only of process parameters but sometimes even of the cell design itself.”
In electrode manufacture, the main contamination risk comes in early, upstream process steps, and Exacom sees proactive prevention as most effective, while recognising that it needs backup. “Reactive measures such as inspection remain essential as a safeguard.”
For Exacom, the quality–efficiency trade-off is between zero ‘underkill’ and production speed. Möller says that the company’s AI algorithms achieve zero underkill and “way less than 1% ‘overkill’ while operating fully inline at production speed.”
Working with customers on process optimisation, Exacom uses FMEA as a data-driven framework to translate failure modes into measurable inspection criteria. “Our systems are a key enabler for methods such as DMAIC, especially because they provide near real-time data on 100% of the products.
“The main value of traceability is not compliance, it is control and understanding of the process,” he says. “In cell manufacturing, processes are highly interconnected. If, for example, we detect an issue in electrode alignment or internal cell structure, it is essential to trace that cell back to the specific machine (e.g., the winder or stacker), the exact process parameters and, ideally, even the material batch. Without this level of traceability, you cannot systematically improve processes.”
In thermal runaway events, he adds, archived digital production data (including X-ray, CT and process parameters) become the only reliable source of truth.
While they don’t add up to a complete picture, these diverse snapshots provide valuable insights into a challenge that can only be solved with a multi-disciplinary approach.
Scaling processes up from the lab environment to pilot lines and then gigafactories should be seen as a profession in its own right (Image: Anaphite)
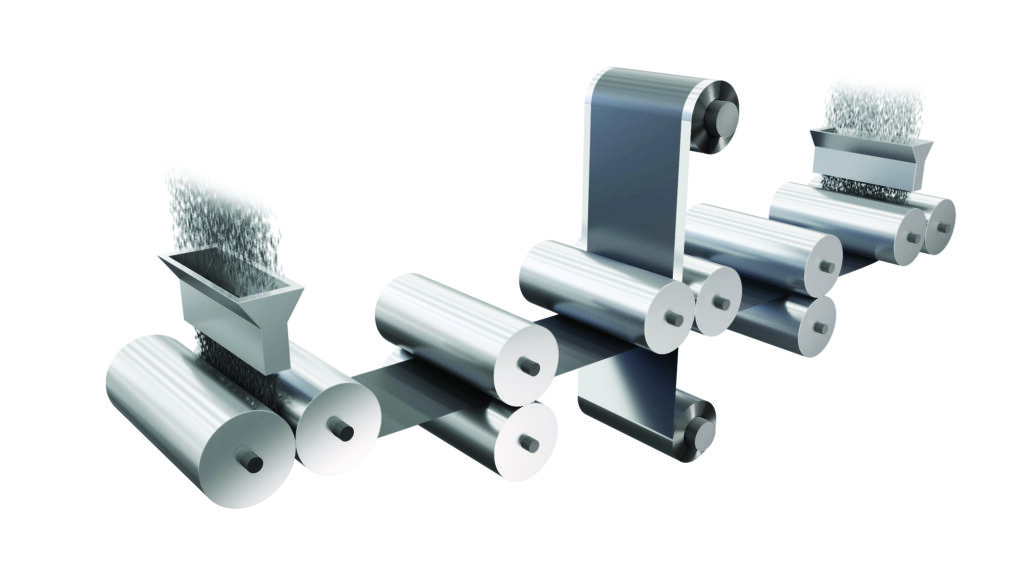
Dry electrode coating specialist Dürr captures multiple data parameters first, then focuses on those that impact yield (Image: Dürr)
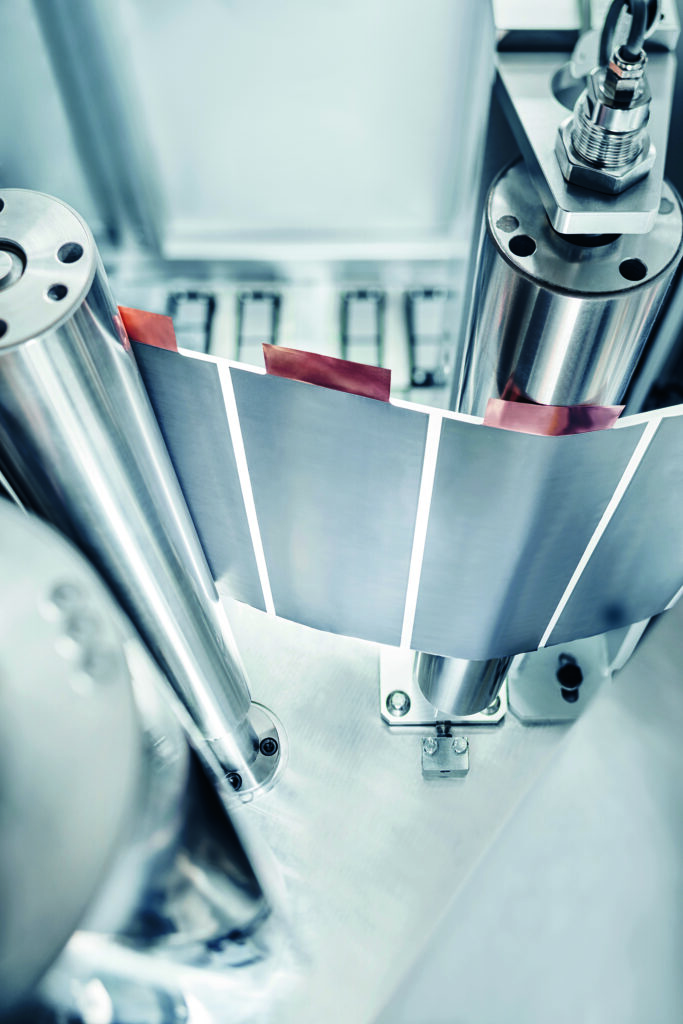
In electrode and cell assembly, contamination risk is highest in cutting and handling, but can be mitigated with proactive detection (Image: Grob-Werke)
Rockwell transferred principles from its Digital Tire Passport messaging to create a digital chain of custody to bring traceability to batteries (Image: Rockwell Automation)
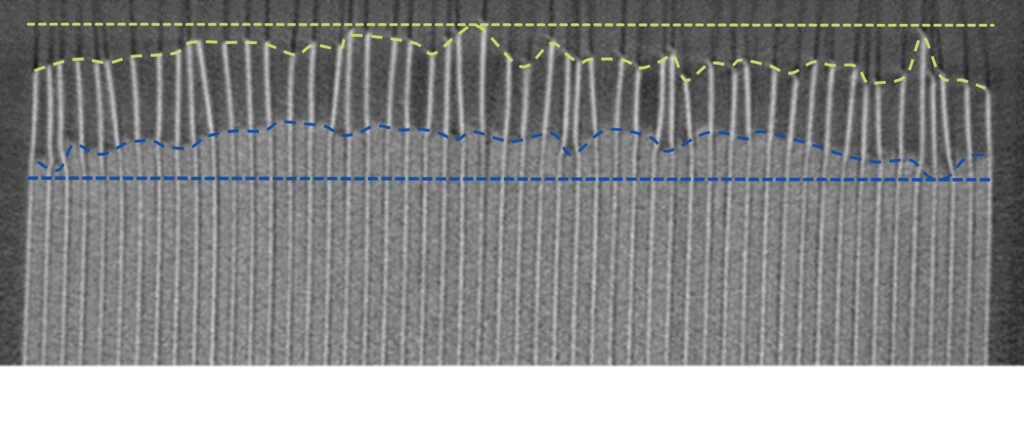
Exacom applies AI to inline inspection imagery, claiming zero ‘underkill’ and 0.4% ‘overkill’ at mass-production line speeds (Image: Exacom)
ONLINE PARTNERS

