















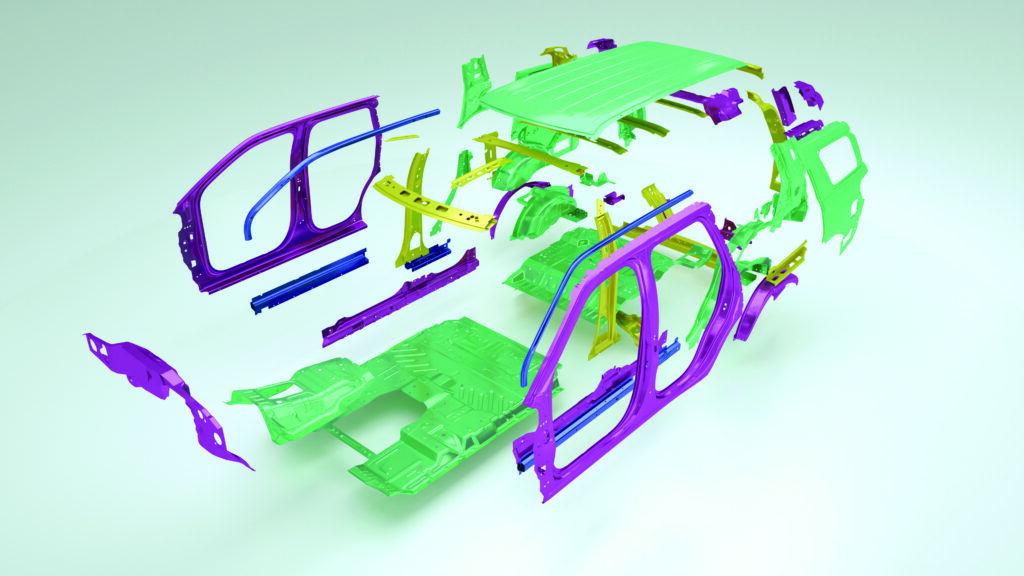
Lightweight chassis joining
(Image: Henkel)
A lighter touch Nick Flaherty gets stuck in to the range of new production techniques, fasteners and adhesives needed for lightweighting EVs
Lightweighting is an important strategy that is helping the auto industry address environmental regulations around range and emissions, while continuing to enhance comfort and safety for the driver. As manufacturers ramp up EV production to meet consumer demand, lightweighting only grows in importance.
Lightweighting is requiring new production techniques, from laser and ultrasonic welding to new fasteners and adhesives, which can connect the wider range of materials used for a lightweight chassis.
Currently, EVs are roughly 30% heavier than traditional vehicles. While this is largely due to the weight of the battery, the use of more lightweight materials in EV manufacturing helps offset the weight of the battery and thereby increase driving range.
Reducing the weight of the vehicle chassis by 10% can result in a 6–8% improvement in fuel efficiency. To achieve this, it is necessary to replace the existing steel frame with composite materials such as aluminium–magnesium alloy, which requires changes in the fasteners and assembly processes.
“Plastic and polymer composites already account for approximately 10–15% of the total vehicle weight owing to their excellent mechanical properties, durability, workability and cost-effectiveness. Carbon fibre composites, on the other hand, offer high formability, superior durability and a weight reduction of 50% compared to steel and 30% compared to aluminium, but they come at a higher cost,” said Yu Yeong Jang, a researcher at the Department of Materials Science and Convergence Technology at Gyeongsang National University in Korea.
While all of these materials have specific advantages and effectiveness, they also have their drawbacks. However, by combining these materials, it is possible to improve energy consumption efficiency through lightweighting the vehicle while maintaining safety.

(Image: Henkel)
Structural inserts
Structural foam materials help improve vehicle safety while also reducing weight and manufacturing costs. Injection-moulded onto plastic or metal carriers, three-dimensional structural inserts can be used to replace heavier parts, such as steel bolts, welding or panels, but need different assembly and fastening techniques.
In addition to delivering crash performance tests that match the performance of steel, structural foam materials act as insulation to help reduce vehicle noise and vibration for a smoother, more comfortable ride.
However, the lighter materials present challenges in terms of joining the inserts to the chassis because there is less material strength. This is driving changes in the type and construction of fasteners, particularly where repairability is needed.
Fasteners

(Image: Spirol)
Fasteners such as threaded steel bolts and receptacles are a standard technique for chassis production where repairability is needed. Replacing the steel with lighter materials can reduce weight across the hundreds of screws used, but this move has certain challenges. At the same time, the plastics, composite materials and structural inserts need different assembly techniques.
“When a designer is starting on a chassis or powertrain, they typically start with the main raw material and that dictates the fastener technologies. We come in with specific cases,” said Adolf Valasek, application engineering supervisor at fastener maker Spirol.
“We see a lot of plastics and increasingly bigger percentages of fillers in the composite materials, not only short strands but also long ones.
“Traditionally, we provide solutions for plastics and locally reinforce the plastic so it can handle the force. With the fillers in the materials, that becomes a different topic, not about rupture but about long-term rigidity. This needs compression limiters or threaded limiters, but we need to approach these differently,” he said.
“It’s mostly about the interface. With up to 30% fillers, you can easily heat the material but with higher percentages of fillers, the material behaves as a composite. This means you are limited to moulded implementations, and what I am seeing more and more is that the structures are not injection moulded but pressed preformed sheets. With that technique, it’s not easy to incorporate the structures for compression limiters.
“It’s quite a challenge. Some companies are extensively using glue as a result, but that has issues with the serviceability of modules.”
Threaded fasteners
With a heated fastener system there is serviceability because the heat ensures that the component stays in place to provide the serviceable interface, staking the receptacle in with heat. The component is heated locally and only melts the local area – for example, to accept a threaded bolt.
“Instead, with composites, we have to rely purely on force,” said Valsek. “There are features such as knurling that help with that, but it won’t perform as well as other techniques.” Knurling is a technique where the surface of the fastener is patterned to help bond the connection.
For example, for an undertray for battery protection, this can be fastened onto the car body with adhesives or with a bolted connection for serviceability, which is a move away from threaded nuts.
“The issue is then to use compression-limited fastening with local strengthening to protect the composite against permanent deformation,” he said. “However, composites are getting to the point where the strengthening is not needed because the mechanical properties of the material are as close as possible to metal and lighter – and going forward, these materials and processes are more economic.
“Then, it becomes about the fastener. So, we try to future-proof ourselves and for that we have started to use aluminium,” he said. “The aluminium that we use for the threaded nuts is aerospace grade, which has high strength and that provides the strength class 8 that works very well.”
However, with aluminium bolts, the material mismatch is an issue. “We found that if the bolt is zinc-plated that is more sacrificial than the aluminium,” he said.
Brass is also used for threaded nuts and compression limiters but these contain small amounts of lead, typically 2–3%, to help with machinability. The exceptions for lead in requirements such as RoHS and REACH are expiring soon and while there are alternatives such as eco-brass without lead, these are more expensive and harder to machine. Using aluminium ensures the fasteners are compliant with the regulations.
The extensions are being prolonged but the last one was for 18 months in 2025. So, the extension period is shortening, which signals that the exceptions are unlikely to continue.
The move to aluminium also changes the way fasteners are produced.
“We have two production technologies with machining and strip forming, where the fasteners are stamped out and plated. That’s more for a compression limiter and we are starting to adopt aluminium for that as well for all the same reasons,” said Valsek. “From a supply chain perspective, the aluminium works without additional coatings, so there are less steps in the process. The press is the same. We need to change the tooling and material because we need to use more material, which affects the dimensions of the component.”
Another cost-effective method for joining metal sheets and carbon fibre-reinforced plastic (CFRP) composites in automotive lightweight design uses a single-step punching process. This creates a robust mechanical interlock by pushing carbon fibres through holes in the metal sheet, all without adding extra weight or compromising performance.
This technique significantly enhances the shear strength and energy absorption in the joint, crucial for achieving lightweight yet strong structural components. It also helps improve the fatigue behaviour of aluminium and CFRP by limiting the heat accumulation from interfacial friction. The hybrid joint extends the service life under lower loads, while high-temperature-resistant composites are recommended for higher loads. Additionally, the study scrutinises damage and failure in single-lap riveted joints and adhesive-riveted hybrid joints in CFRP.
Using adhesives in addition enhances the fatigue performance and diminishes structural sensitivity to external excitation loads in the riveted joints.
(Image René Jungnickel/Fraunhofer IWS)
Powertrain
“What we can do for lighter powertrains is hollow components. There are some joins and fixing points that are not that stressed or carrying meaningful loads, and this needs precision alignment with a dowel but doesn’t need to be a fully solid cylinder. It’s a weight saving in grams,” said Valsek.
“We roll-form them from a strip of steel and precision grind them, and because we are forming them that reduces the amount of scrap in production,” he added.

(Image René Jungnickel/Fraunhofer IWS)
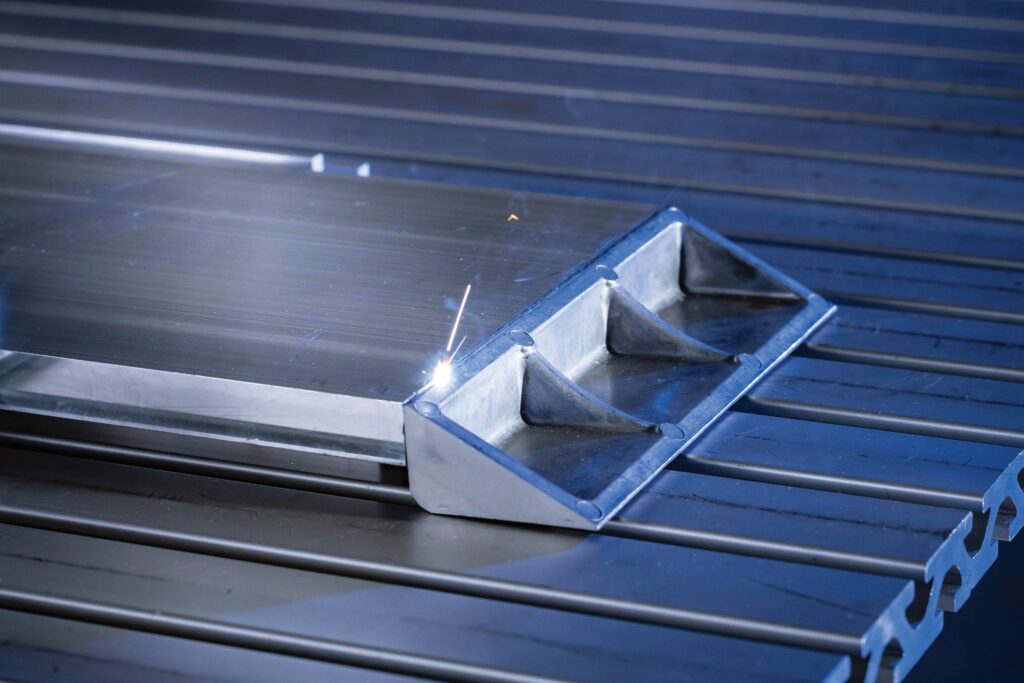
Laser welding
Many laser welding processes require filler materials, particularly for lightweight aluminium designs. Using dynamic beam shaping creates stable joints, even in challenging material combinations for lightweight chassis assembly, without the need for filler materials while improving quality, energy efficiency and production logic.
Several current development projects rely on laser-based joining. A precisely controlled beam actively influences melt behaviour, eliminating the need for filler wire. “We demonstrate that even the most demanding welding tasks such as joining of difficult-to-weld material alloys can be performed robustly and productively with less energy, material and rework,” said Dr Axel Jahn, head of the joining department at Fraunhofer IWS. “The combination of high-frequency scanner technology, flexible power modulation and our open system control enables design options and application perspectives that conventional arc welding cannot provide.”
The EU ALBATROSS project developed a process-stable laser welding method for aluminium die castings and extruded profiles that eliminates the need for filler material, producing crack-free, low-porosity seams at the absolute component scale.
As part of the project, Fraunhofer IWS developed a lightweight battery housing for EVs and successfully demonstrated it at full component scale. The lightweight design combines aluminium extrusion profiles with die-cast aluminium parts, featuring walls up to 5 mm thick.
Conventional approaches reach physical limits with this pairing because die casting tends to form pores, while aluminium extrusion alloys can be prone to hot cracking. “Our solution relies on targeted oscillation of the laser beam, which moves the melt pool, reduces pores and produces metallurgically stable welds,” said Dr Jahn. “This allows us to generate high-quality aluminium welds without the filler material usually required.”
The housing has already been integrated and tested in a real vehicle model as part of the Fraunhofer FutureCarProduction project, and the technology is now being used for secondary aluminium and cast-to-cast joints.
(Image: Henkel)
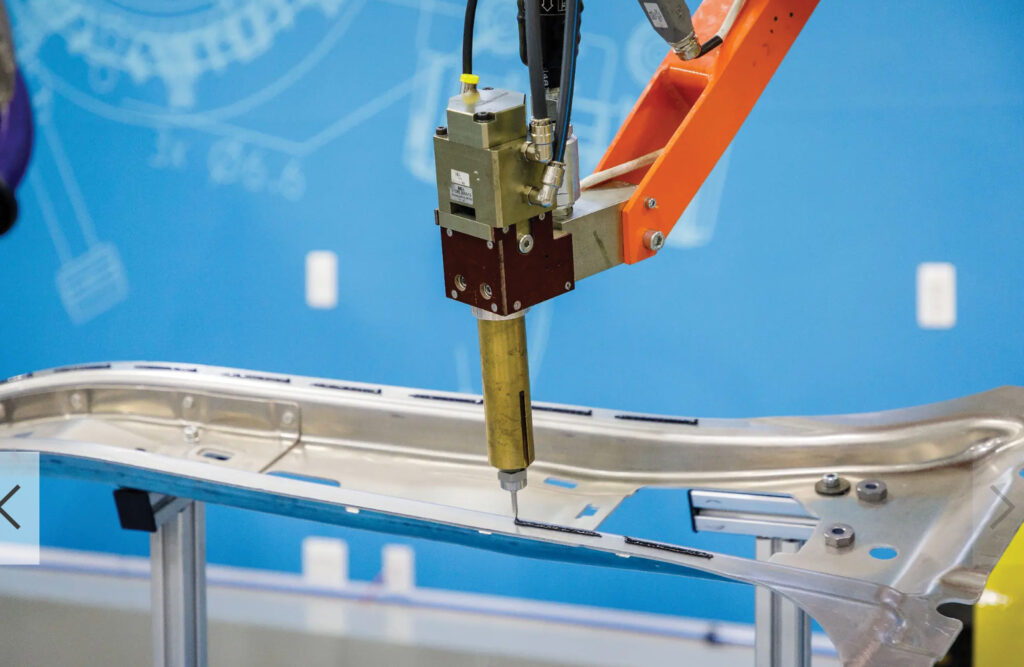
Ultrasonic welding
Ultrasonic welding offers several advantages for the assembly of a lightweight EV chassis, particularly as manufacturers increasingly adopt aluminium, high-strength steels and polymer-based composites. One key benefit is its ability to join thin and dissimilar materials without the need for additional fasteners or consumables. This reduces overall vehicle mass, directly supporting lightweighting strategies that improve driving range and energy efficiency.
The process is highly energy-efficient and fast, making it well suited to high-volume automotive production. Because ultrasonic welding relies on high-frequency mechanical vibrations rather than bulk heating, it creates strong joints with minimal thermal input. This helps preserve the mechanical properties of heat-sensitive materials and reduce the risk of distortion, residual stresses or damage to adjacent components. This is an important consideration in precision chassis structures.
Ultrasonic welding also provides high levels of joint consistency and repeatability without requiring the high temperatures of laser welding, supporting quality control in automated assembly lines. The absence of sparks, fumes or filler materials contributes to a cleaner and safer manufacturing environment, while also lowering operating and maintenance costs.
The latest Branson Polaris Ultrasonic Welding platform, developed by Emerson, allows engineers to design efficient joining approaches with software and hardware. The Polaris platform, which offers an adaptable, smart solution with secure connectivity across the factory floor and real-time control capability, is able to join a wide range of materials and components.
“Today’s manufacturers need ultrasonic welding systems that are as adaptable and advanced as they are. They need an automated platform that seamlessly integrates into manufacturing environments and can be updated over time to align with changing requirements,” said Kerryn Harrington, global product manager for Branson Ultrasonics at Emerson.
“In response, the Branson Polaris Ultrasonic Welding platform is a configurable scalable solution that meets exacting needs across a wide range of applications now and in the future, anchored in Emerson’s standing as the foremost authority in essential ultrasonic welding methods used by major manufacturers worldwide.”
The configurable Polaris platform consists of power supplies and controllers with varying degrees of functionality and software capabilities, as well as a line of actuators that can be selected to meet the needs of any application, regardless of size and complexity.
These technologies can be combined to build a benchtop machine for development, laboratory trials and proof of concept, then scaled up for use in a fully automated production line. Optional features can decrease the system footprint, increase data storage and enhance secure connectivity across enterprise networks.
Allowing for greater visibility and control of machine performance, the Polaris platform can connect to higher-level systems such as programmable logic controllers for improved efficiency, reliability and precision. By accessing real-time information, operators can adjust control parameters and recipes in the moment, continuously improving processes and overall equipment effectiveness.
Manufacturing engineers can also select individual components or work with Emerson’s specialists to create a custom welding system that best suits the chassis assembly requirements.
Adhesives
Welding is a common joining technique, but it can have several disadvantages such as the residual stress left in substrates from the heat associated with the process.
Adhesives are instrumental in lightweighting vehicles such as cars whilst keeping the same robust safety and performance standards. Using just 1 kg of adhesives instead of heavier rivets and welds can reduce vehicle weight by 25 kg.
Adhesives reduce the need for extra materials, cutting manufacturing costs while enhancing the sustainability of the vehicle. Through the decreased vehicle body weight, fuel efficiency is increased.
However, adhesive bonding is still not entirely trusted in many industrial sectors, where the use of more proven traditional joining methods is often preferred.
Several studies have attempted to compare the performance of welded and bonded joints, with
some of these studies focusing on welded bonded hybrid joints using multiple joining techniques. A study on the failure load analysis of lap shear joints tested magnesium alloy joints joined by laser welding, adhesive bonding and the combination of the two methods. It was found that adhesively bonded joints presented higher failure loads than those manufactured with laser welding.
However, for reduced overlaps where the bonded area is significantly smaller than the original condition, welding can provide better strength than the bonding method. Hybrid joints were found to always have a higher failure load than that of single-process joining because the adhesive provides uniform load distribution and the weld provides strength when the area is smaller.
Another study explored the cyclic fatigue failure in aluminium lap shear joints created with adhesive bonding, spot welding and a combination of both. In this case, the epoxy-based adhesive bonded joint had the highest fatigue strength. A decrease in strength was observed for the hybrid joints owing to the presence of the spot weld. The spot welded joints had the worst fatigue performance. A similar study used single lap joints with an AL-Mg-Cu alloy tested under static and fatigue conditions. Adhesively bonded joints exhibited the highest strength, for static and fatigue conditions, followed by the friction stir welded bonded hybrid joints. Friction stir welded joints presented the lowest values in all the tests conducted.
Overall, the studies found that welded bonded joints presented a much more uniform distribution of the stress because the stress concentration of spot welded joints was minimised by the use of adhesive. In the experimental tests performed, the welded bonded joints had higher strength than the spot welded joints.
Adding inserts can also help. Copper-based and iron-based inserts were used in the welding process and the welded joints were then compared with a riveted joint. Bonded hybrid joints were also tested for both types of welded and the riveted samples. Then, the joints were subjected to lap shear tests and cross tension tests. Much higher strengths were obtained for the lap shear tests when using the adhesive welding combination compared with pure welding or riveting methods. For the riveted joints, the use of adhesive did not impact the stress tolerated, and the cross tension tests revealed that use of a purely riveted joint produced higher resistance, while the riveted bonded joint was significantly worse in this regard.
Based on these studies, adhesive bonding has been shown to be a viable alternative to several welding processes mainly for unaged conditions and at room temperature. The data show that adhesively bonded joints can support much higher loading than traditional welded joints, mainly owing to the more effective load distribution.
Comparison with welded bonded hybrid joints is not so straightforward because some studies found that hybrid joints have higher resistance to static and fatigue loading while, other studies found that it is adhesive bonding that excels in these conditions. This may be explained by different factors, such as the adhesive systems used, type of substrates, and the different welding and bonding processes. Although it cannot be concluded that welded bonded hybrid joints are better or worse than simple adhesive bonding, it should be noted that careful designing of these joints is always needed. A well-designed joint, whether bonded or welded, will perform satisfactorily in many different applications.
Conclusion
The use of many different types of materials to create lighter EV designs is driving new assembly techniques and hybrid processes. Fastener technologies are evolving to reduce weight and fasten disparate materials that previously have not been as strong as steel. Now, newer alloys and composites are approaching the strength level of steel, but with different temperature and force requirements. Changing regulations and the reduction in exemptions means that existing alternatives such as brass are no longer viable, and thus new fastening techniques and materials are coming into use.
At the same time, multiple studies have shown that adhesives are able to provide strong bonding capabilities, and that hybrid combinations of adhesives and laser or ultrasonic bonding are suitable for lightweight chassis assembly.
Click here to read the latest issue of E-Mobility Engineering.
ONLINE PARTNERS

